| Quenching and Tempering |
| เรียบเรียงโดย อุษณีย์ กิตกำธร |
|
การชุบแข็งในภาษาอังกฤษคือ Hardening ซึ่งเป็นการทำให้โลหะมีความแข็งและความแข็งแรงสูงขึ้นด้วยการทำให้เย็นตัวอย่างรวดเร็วทำให้ได้เฟสหรือโครงสร้างจุลภาคที่มีความแข็งและความแข็งแรงสูง ด้วยวิธีการที่ต้องทำให้เย็นตัวเร็วนี้เองจึงมักใช้คำว่า quenching แทนคำว่า hardening ส่วนในภาษาไทยจะใช้คำว่าชุบแข็งเท่านั้นซึ่งรวมเอาความหมายของทั้งสองคำไว้ด้วยกันแล้ว
|
การชุบแข็งเหล็กกล้านั้นเป็นการเปลี่ยนโครงสร้างของเฟอร์ไรต์และเพิร์ลไลต์ในเหล็กกล้าไฮโปยูเท็คตอยด์และเพิร์ลไลต์ในไฮเปอร์ยูเท็คตอยด์ให้เป็นมาร์เทนไซต์หรือเบนไนต์หรือผสมกัน ทั้งนี้ขึ้นกับคุณสมบัติเชิงกลที่ต้องการ โดยในการชุบแข็งเริ่มจากการอบเหล็กกล้าไปที่อุณหภูมิเหนือ A3 ประมาณ 50 องศาเซลเซียส สำหรับเหล็กกล้าไฮโปยูเท็คตอยด์ และเหนือ A1 ประมาณ 50 องศาเซลเซียส สำหรับเหล็กกล้าไฮเปอร์ยูเท็คตอยด์ ทิ้งไว้ที่อุณหภูมิดังกล่าวประมาณ 30 นาทีต่อความหนา 1 นิ้ว จากนั้นชุบในสารชุบที่เหมาะสมเพื่อให้เกิดการเย็นตัวอย่างรวดเร็ว โดยถ้าต้องการให้ได้มาร์เทนไซต์ต้องเย็นตัวเร็วกว่าอัตราการเย็นตัววิกฤต
|

|
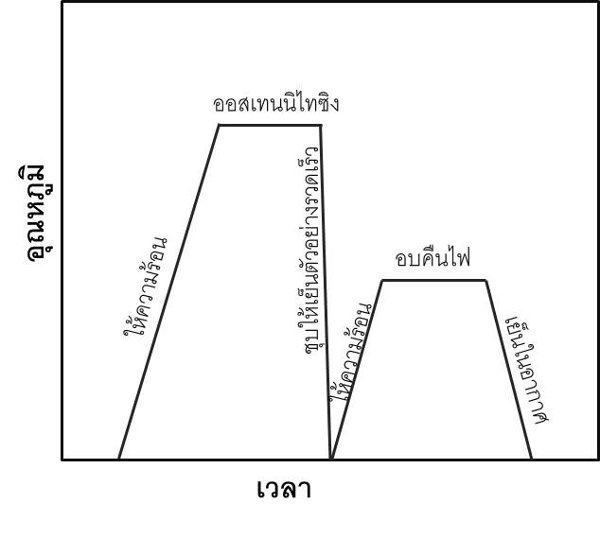
อุณหภูมิในการอบชุบทางความร้อนของเหล็กกล้าคาร์บอน
[G. Roberts, G. Krauss, R.Kennedy ใน วารุณี เปรมานนท์ และอรจีรา เดี่ยววณิชย์
“วัสดุทำแม่พิมพ์และชิ้นงาน” งานขึ้นรูปโลหะ เล่มที่ 2 สมาคมส่งเสริมเทคโนโลยี ไทย-ญี่ปุ่น 2554]
|

|
ทั้งนี้อัตราการเย็นตัววิกฤตนั้นขึ้นอยู่กับส่วนผสมทางเคมีของเหล็กเป็นสำคัญ เหล็กกล้าที่มีการผสมธาตุที่ช่วยให้มีความสามารถในการชุบแข็งในปริมาณมากนั้น การเย็นตัวในอากาศหรือลมเป่าก็เร็วกว่าอัตราการเย็นตัววิกฤตได้ยกตัวอย่างเช่น เหล็กกล้าเครื่องมือเย็น AISI D2 (JIS SKD11) เป็นต้น จากภาพจะเห็นได้ว่า ตำแหน่งเส้นเริ่มเกิดการเปลี่ยนเฟสเป็นเพิร์ลไลต์ของเหล็กกล้าเครื่องมือเย็น AISI D2 นั้นขยับไปทางด้านขวามาก เมื่อเทียบกับของเหล็กกล้าเครื่องมือ AISI W1 ทั้งนี้เป็นผลมาจากปริมาณคาร์บอนและธาตุผสม เช่น Cr Mo และ V นั้นมีอยู่ใน AISI D2 มากกว่าใน W1
|
|
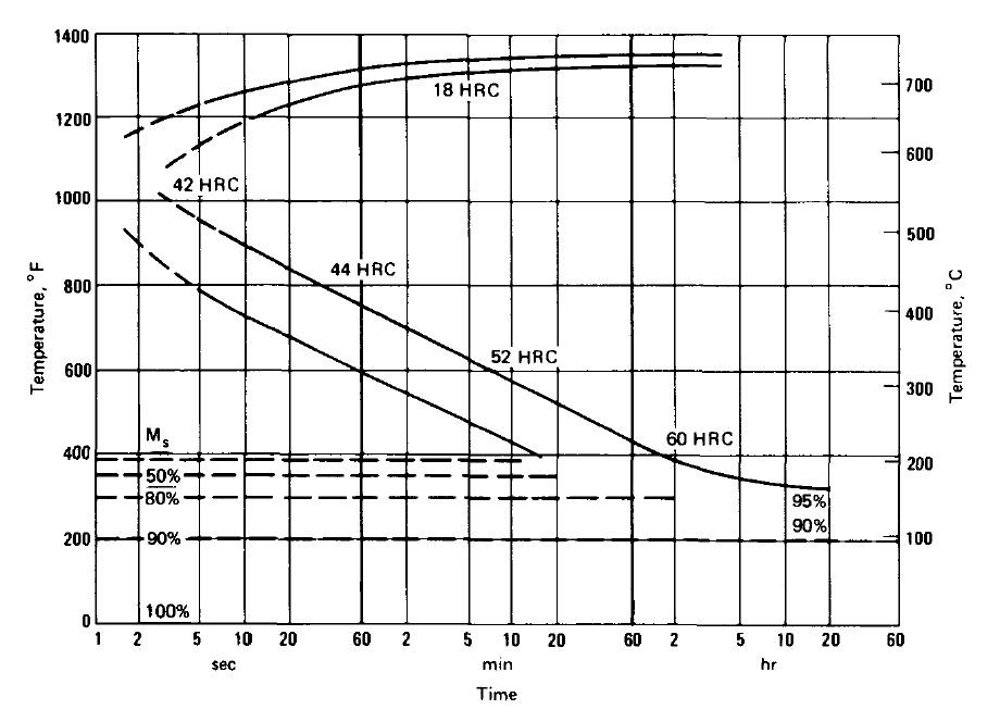
แผนภาพ TTT เหล็กกล้าAISI W1 (JIS SK1, SK3)
[Heat Treater’s Guide: Practice and Procedure for Iron and Steel. ASM International 2nd edition, USA 1995]
|

|
แผนภาพ TTT เหล็กกล้าAISID2 (JIS SKD 11)
[Heat Treater’s Guide: Practice and Procedure for Iron and Steel. ASM International 2nd edition, USA 1995]
|
การพิจารณาอัตราการเย็นตัวและสารชุบที่เหมาะสมสำหรับการชุบแข็งให้ได้มาร์เทนไซต์ทั้งหมดนั้นจะใช้แผนภาพ TTT หรือ CCT ก็ได้ แต่ถ้าต้องการโครงสร้างจุลภาคผสมกัน เช่น เฟอร์ไรท์ เบนไนต์ และมาเทนไซต์ ต้องใช้แผนภาพ CCT เนื่องจากการชุบแข็งเป็นการทำให้เหล็กเย็นตัวลงมาอย่างต่อเนื่อง
|
|
เหล็กกล้าที่จะนำมาชุบแข็งนั้นควรมีปริมาณคาร์บอนตั้งแต่ประมาณ 0.3% ขึ้นไปจึงจะสามารถชุบให้ได้ความแข็งสูงขึ้นมาก ปริมาณคาร์บอนที่เพิ่มสูงขึ้นส่งผลให้เส้นการเปลี่ยนเฟสบน TTT และ CCT ขยับไปทางขวา จึงลดอัตราการเย็นตัววิกฤตให้ช้าลงได้ อย่างไรก็ตาม Msและ Mf จะลดลงด้วย โดยเมื่อคาร์บอนสูงมากกว่า 0.4% และมีธาตุผสมอื่นด้วย การชุบลงมาที่อุณหภูมิห้องจะมีออสเทนไนต์เหลือค้างด้วยเนื่องจาก Mf ต่ำกว่าอุณหภูมิห้อง
|
|
ขนาดของชิ้นงาน แง่ง มุม และความหนาที่แตกต่างกันในแต่ละส่วน เป็นปัจจัยสำคัญที่ต้องนำมาพิจารณาควบคู่ด้วย หากชิ้นงานมีขนาดใหญ่ อาจมีเพียงเฉพาะบริเวณผิวที่ชุบแข็งได้มาร์เทนไซต์ทั้งหมด การมีแง่มุมและความหนาที่แตกต่างกันอาจทำให้ชิ้นงานเย็นลงมาและเกิดการเปลี่ยนแปลงเป็นมาร์เทนไซต์ไม่พร้อมกัน ส่งผลให้เกิดความเค้นสูง จนกระทั่งเกิดการแตกร้าวได้
|

|
สารชุบที่ใช้ในการชุบมีหลายชนิด เช่น น้ำ น้ำมันเย็น น้ำมันร้อน ลมเป่า อากาศนิ่ง เป็นต้น สารชุบเหล่านี้ช่วยดึงความร้อนออกจากชิ้นงาน หากเป็นสารชุบเป็นของเหลวแล้วการถ่ายเทความร้อนจากชิ้นงานสู่สารชุบอาศัยหลักการพาความร้อนเป็นสำคัญ ส่วนถ้าเป็นอากาศนิ่งนั้น ในช่วงแรกของการปล่อยให้เย็นตัวขณะที่เหล็กร้อนแดงอยู่นั้น หลักการแผ่รังสีเป็นอีกรูปแบบหนึ่งในการถ่ายเทความร้อนออกจากชิ้นงาน
|
|
มาร์เทนไซต์ที่ได้ภายหลังการชุบแข็งนั้นไม่เหมาะที่จะนำไปใช้งานในทันที เนื่องจากมีความเค้นตกค้างสูงอันเนื่องมาจากการเปลี่ยนเฟสจึงแข็งแต่เปราะ ต้องนำไปอบคืนไฟเพื่อเพิ่มความเหนียวและความแกร่งให้กับเหล็กชุบแข็ง โดยอบที่ 150-650 องศาเซลเซียสขึ้นกับความแข็งสุดท้ายที่ต้องการ โดยปกติควรพิจารณาจากกราฟแสดงความแข็งเทียบกับอุณหภูมิในการอบคืนไฟ ระยะเวลาที่เหมาะสมในการอบคืนไฟของเหล็กกล้าส่วนใหญ่อยู่ที่ประมาณ 30-45 นาที แต่ก็มียกเว้นบางชั้นคุณภาพที่ใช้เวลาสั้นประมาณ 5-10 นาที
|
|
ลักษณะของเส้นกราฟความแข็งเทียบกับอุณหภูมิในการอบคืนไฟ สามารถแบ่งออกได้เป็น 4 ประเภท ดังแสดงในภาพที่ 1
|
ประเภทที่ 1 พบในเหล็กกล้าคาร์บอนและเหล็กกล้าผสมต่ำ ซึ่งค่าความแข็งลดลงเมื่อใช้อุณหภูมิการอบคืนไฟที่สูงขึ้น ส่วนความเหนียวและความแกร่งจะเพิ่มขึ้น
|
|
ประเภทที่ 2 เป็นลักษณะที่พบในเหล็กกล้าเครื่องมือประเภทที่มีคาร์บอนปานกลางและมีการเจือธาตุผสมปานกลางถึงสูง โดยธาตุผสมต้านทานการลดลงของค่าความแข็งจากการอบคืนไฟ
|
|
ประเภทที่ 3 เป็นลักษณะที่พบในเหล็กกล้าเครื่องมือเย็นที่มีคาร์บอนปานกลางถึงสูงและมีการเจือธาตุผสมประเภทที่เกิดตกผลึกเป็นคาร์ไบด์ระหว่างการอบคืนไฟได้ในปริมาณมากพอสมควร ธาตุผสมดังกล่าว เช่น โมลิบดีนัม และโครเมียม เป็นต้น โดยภายหลังการชุบแข็งมักมีออสเทนไนต์เหลือค้างและเมื่อนำมาอบคืนตัวที่ช่วงอุณหภูมิ 500-600 องศาเซลเซียส ธาตุผสมเหล่านี้ในออสเทนไนต์จับตัวกับคาร์บอนเกิดเป็นคาร์ไบด์และทำให้ออสเทนไนต์มีคาร์บอนลดต่ำลง Mf จึงกลับมาสูงขึ้นเหนืออุณหภูมิห้องเมื่อปล่อยเย็นตัวก็จะเกิดมาร์เทนไซต์ใหม่เพิ่มขึ้นมา ค่าความแข็งจึงสูงขึ้นจากทั้งคาร์ไบด์และมาร์เทนไซต์ใหม่นี้ เรียกปรากฏการร์นี้ว่า secondary hardening
|
|
ประเภทที่ 4 เหมือนกับประเภทที่ 3 แต่ด้วยปริมาณคาร์บอนต่ำกว่า ทำให้มีความแข็งสภาพหลังการชุบแข็งไม่สูงมากเท่าประเภทที่ 3 พบในเหล็กกล้าเครื่องมือร้อน
|

|
ความแข็งเทียบกับอุณหภูมิในการอบคืนไฟของเหล็กกล้าคาร์บอนและ
เหล็กกล้าผสมซึ่งแบ่งออกได้เป็น 4 ประเภท
[George Roberts, George Krauss, Richard Kennedy. Tool Steels, 5th edition, ASM International, USA 1998]
|
ขนาดของชิ้นงานภายหลังการชุบแข็งเป็นอีกตัวแปรหนึ่งที่อาจต้องสนในเป็นอย่างมาก หากชิ้นงานที่อบชุบนั้นต้องการความแม่นยำสูง รวมถึงการรักษาขนาดไว้ขณะนำไปใช้งาน ชิ้นงานก่อนทำการอบชุบประกอบไปด้วยส่วนที่เป็นเฟอร์ไรต์เป็นส่วนใหญ่ เฟอร์ไรต์นั้นจะค่อยๆขยายตัวตามอุณหภูมิและสามารถทำนายได้จากค่าสัมประสิทธิ์การขยายตัวตามความร้อน จนกระทั่งเมื่อเฟอร์ไรต์เปลี่ยนเป็นออสเทนไนต์ จะเกิดการหดตัวลงอย่างชัดเจนและหยุดหดตัวเมื่อกลายเป็นออสเทนไนต์ทั้งหมด หลังจากนั้นถ้าให้อุณหภูมิสูงขึ้นอีก ออสเทนไนต์ก็จะขยายตัว ต่อมาเมื่อชุบชิ้นงานออสเทนไนต์ในสารชุบ ออสเทนไนต์เกิดการหดตัว และเมื่อออสเทนไนต์เปลี่ยนเป็นมาร์เทนไซต์ ซึ่งปริมาตรต่อหน่ายโมลของมาร์เทนไซต์มากกว่าของออสเทนไนต์ ดังนั้น จะเกิดการขยายตัวมาก ภายหลังการชุบขนาดชิ้นงานจึงอาจเปลี่ยนแปลงไป หากนำชิ้นงานไปอบคืนไฟ คาร์บอนในมาร์เทนไซต์จะแพร่ออกมาจับกันเป็นคาร์ไบด์และมาร์เทนไซต์จะหดตัวลง เนื่องจากสามารถยุบตัวตามแนวแกน Z ลงได้ โดยมาร์เทนไซต์นี้ก็จะมีลักษณะเข้าใกล้การเป็นเฟอร์ไรต์มากขึ้น หากการอบคืนไฟทำที่อุณหภูมิสูงเกินไปหรือชิ้นงานถูกนำไปใช้ที่อุณหภูมิสูงป็นเวลานานๆ มาร์เทนไซต์จะกลับกลายเป็นเฟอร์ไรต์
|

|
