| การวัดความแข็ง |
| |
| เรียบเรียงโดย อภิชาติ พานิชกุล และ อุษณีย์ กิตกำธร |
| |
|
ค่าความแข็งของวัสดุถือได้ว่าเป็นสมบัติเชิงกลพื้นฐานที่สามารถชี้ให้เห็นคุณสมบัติโดยรวมของวัสดุนั้นได้ เช่น ความต้านทานแรงดึง ความเหนียว
การทนต่อแรงเสียดสีและการสึกหรอ เป็นต้น ปัจจุบันการวัดค่าความแข็งสามารถกระทำได้ง่าย เนื่องจากอุปกรณ์วัดความแข็งล้วนแต่เป็นระบบอัตโนมัติ
แต่สิ่งที่ต้องคำนึงถึงคือ การเลือกวิธีทดสอบให้เหมาะสมกับงานที่จะทดสอบ เพราะว่าวิธีทดสอบความแข็งนั้นมีหลายประเภท สำหรับวิธีการวัดความแข็งที่นิยมใช้ในงานโลหะนั้นมี 3 วิธี คือ
|
| |
|
1. การทดสอบแบบบริเนลล์ (Brinell Hardness Test)
|
|
|
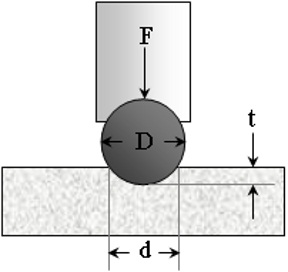
หลักการ การทดสอบความแข็งแบบบริเนลล์ อาศัยการกดของหัวกดทรงกลมที่ผลิตจากเหล็กกล้าชุบแข็งหรือทังสเตนคาร์ไบด์
ซึ่งมีขนาดเส้นผ่านศูนย์กลาง D ลงบนพื้นผิวชิ้นงานทดสอบด้วยแรงกด F ดังรูป โดยคงค่าแรงกดเป็นระยะเวลา 10 ถึง 15 วินาทีสำหรับวัสดุประเภทเหล็กหรือเหล็กกล้า
และคงค่าแรงเป็นระยะเวลา 30 วินาทีสำหรับโลหะอ่อน เช่น อะลูมิเนียม และทองเหลือง เป็นต้น ทำให้เกิดรอยกดที่มีความลึก t และมีเส้นผ่านศูนย์กลางรอยกดเฉลี่ย d
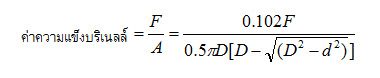
ซึ่งได้จากการวัดเส้นผ่านศูนย์กลางรอยกดในแนวตั้งฉากกันสองค่าแล้วหาค่าเฉลี่ย โดยเครื่องมือวัดต้องมีความละเอียด 0.01 มิลลิเมตร ค่าความแข็งคำนวณได้จากแรงกดหารด้วยพื้นที่รอยกด นั่นคือ
|
|
แต่ในทางปฏิบัตินั้นไม่จำเป็นต้องคำนวณค่าความแข็งจากสูตรคำนวณ เพราะสามารถนำความยาวเฉลี่ยของเส้นผ่านศูนย์กลางรอยกด (d) และขนาดแรงกดที่ใช้เทียบกับตารางค่าความแข็งที่ได้คำนวณไว้แล้วได้โดยตรง ดังแสดงในตาราง
|
โดยทั่วไปลูกบอลที่ใช้เป็นหัวกดมีขนาด 10 มิลลิเมตร และสามารถใช้แรงกดได้ตั้งแต่ 500 กิโลกรัม สูงสุดถึง 3,000 กิโลกรัม หน่วยความแข็งของการทดสอบแบบบริเนลล์คือ BHN หรือ HB
|
|
ข้อดี
การวัดค่าความแข็งแบบบริเนลล์จะให้รอยกดที่กว้างและลึก เพราะหัวกดมีขนาดใหญ่
ดังนั้นความหยาบของพื้นผิวชิ้นงานทดสอบและความไม่สม่ำเสมอของโครงสร้างทางจุลภาคจึงมีผลน้อยต่อค่าการทดสอบ
หรือกล่าวได้ว่าให้ค่าความแข็งเฉลี่ยของวัสดุที่ทดสอบ
|
|
ข้อเสีย
ค่าความแข็งได้มาจากการวัดเส้นผ่านศูนย์กลางรอยกด ฉะนั้นอาจเกิดความผิดพลาดจากการอ่านค่าของผู้ทำการทดสอบได้
นอกจากนี้รอยกดมีขนาดใหญ่ จึงไม่สามารถทำการทดสอบกับชิ้นงานขนาดเล็กหรือชิ้นงานที่บางมากๆได้
|
|
ข้อเสีย
ค่าความแข็งได้มาจากการวัดเส้นผ่านศูนย์กลางรอยกด ฉะนั้นอาจเกิดความผิดพลาดจากการอ่านค่าของผู้ทำการทดสอบได้
นอกจากนี้รอยกดมีขนาดใหญ่ จึงไม่สามารถทำการทดสอบกับชิ้นงานขนาดเล็กหรือชิ้นงานที่บางมากๆได้
|
ข้อจำกัด
• การทดสอบแบบบริเนลล์ไม่ควรใช้วัดความแข็งเกิน 450 HB
เพราะค่าความแข็งที่สูงกว่านี้อาจจะทำให้เกิดการเสียรูปของหัวกด ทำให้รอยกดใหญ่กว่าความเป็นจริงหรือความแข็งที่วัดได้น้อยกว่าความเป็นจริง
• ระยะห่างระหว่างจุดศูนย์กลางของรอยกดหรือระยะห่างของจุดศูนย์กลางรอยกดจากขอบของชิ้นงานควรมีค่าไม่น้อยกว่าสองเท่าของความยาวเส้นผ่านศูนย์กลางเฉลี่ยรอยกด (2d)
• ความหนาของชิ้นงานทดสอบควรมีค่ามากกว่าสิบเท่าของความลึกรอยกด (10t) หรืออาจพิจารณาจากแรงกดให้หมาะสมโดยไม่ทำให้เกิดการเสียรูปทางด้านหลังของชิ้นงาน
• ความยาวเส้นผ่านศูนย์กลางเฉลี่ยรอยกด (d) ควรมีค่าอยู่ในช่วง 0.2D – 0.7D หรือประมาณ 2 – 7 มิลลิเมตรสำหรับลูกบอลขนาดเส้นผ่านศูนย์กลาง 10 มิลลิเมตร เพราะหากรอยกดเล็กเกินไปจะทำให้ขอบของรอยกดไม่คมชัด ส่งผลให้วัดความยาวได้ยากและเปอร์เซ็นต์ความผิดพลาดจากการอ่านค่าความยาวจะมาก ในทางกลับกัน หากรอยกดมีขนาดใหญ่เกินไปจะทำให้เกิดการกดตัวของเนื้อชิ้นงานด้านข้างมาก
|
| |
2.00
2.05
2.10
2.15
2.20
|
158
150
143
136
130
|
316
300
286
272
260
|
473
450
428
408
390
|
632
600
572
544
520
|
788
750
714
681
650
|
945
899
856
817
780
|
2.25
2.30
2.35
2.40
2.45
|
124
119
114
109
104
|
248
238
228
218
208
|
372
356
341
327
313
|
496
476
456
436
416
|
621
593
568
545
522
|
745
712
682
653
627
|
2.50
2.55
2.60
2.65
2.70
|
100
96.3
92.6
89.0
85.7
|
200
193
185
178
171
|
301
289
278
267
257
|
400
385
370
356
343
|
500
482
462
445
429
|
601
578
555
534
514
|
2.75
2.80
2.85
2.90
2.95
|
82.6
79.6
76.8
74.1
71.5
|
165
159
154
148
143
|
248
239
230
222
215
|
330
318
307
296
286
|
413
398
384
371
358
|
495
477
461
444
429
|
3.00
3.05
3.10
3.15
3.20
|
69.1
66.8
64.6
62.5
60.5
|
138
134
129
125
121
|
207
200
194
188
182
|
276
267
258
250
242
|
346
334
324
313
303
|
415
401
388
375
363
|
3.25
3.30
3.35
3.40
3.45
|
58.6
56.8
55.1
53.4
51.8
|
117
114
110
107
104
|
176
170
165
160
156
|
234
227
220
214
207
|
293
284
276
267
259
|
352
341
331
321
311
|
3.50
3.55
3.60
3.65
3.70
|
50.3
48.9
47.5
46.1
44.9
|
101
97.8
95.0
92.2
89.8
|
151
147
142
138
135
|
201
196
190
184
180
|
252
244
238
231
225
|
302
293
285
277
269
|
3.75
3.80
3.85
3.90
3.95
|
43.6
42.4
41.3
40.2
39.1
|
87.2
84.8
82.6
80.4
78.2
|
131
127
124
121
117
|
174
170
165
161
156
|
218
212
207
201
196
|
262
255
248
241
235
|
4.00
4.05
4.10
4.15
4.20
|
38.1
37.1
36.2
35.3
34.4
|
76.2
74.2
72.4
70.6
68.8
|
114
111
109
106
103
|
152
148
145
141
138
|
191
186
181
177
172
|
229
223
217
212
207
|
4.25
4.30
4.35
4.40
4.45
|
33.6
32.8
32.0
31.2
30.5
|
67.2
65.6
64.0
62.4
61.0
|
101
98.3
95.9
93.6
91.4
|
134
131
128
125
122
|
167
164
160
156
153
|
201
197
192
187
183
|
4.00
4.05
4.10
4.15
4.20
|
38.1
37.1
36.2
35.3
34.4
|
76.2
74.2
72.4
70.6
68.8
|
114
111
109
106
103
|
152
148
145
141
138
|
191
186
181
177
172
|
229
223
217
212
207
|
4.50
4.55
4.60
4.65
4.70
|
29.8
29.1
28.4
27.8
27.1
|
59.6
58.2
56.8
55.6
54.2
|
89.3
87.2
85.2
83.3
81.4
|
119
116
114
111
108
|
149
145
142
139
136
|
179
174
170
167
163
|
4.75
4.80
4.85
4.90
4.95
|
26.5
25.9
25.4
24.8
24.3
|
53.0
51.8
50.8
49.6
48.6
|
79.6
77.8
76.1
74.4
72.8
|
106
104
102
99.2
97.2
|
133
130
127
124
122
|
159
156
152
149
146
|
5.00
5.05
5.10
5.15
5.20
|
23.8
23.3
22.8
22.3
21.8
|
47.6
46.6
45.6
44.6
43.6
|
71.3
69.8
68.3
66.9
65.5
|
95.2
93.2
91.2
89.2
87.2
|
119
117
114
112
109
|
143
140
137
134
131
|
5.25
5.30
5.35
5.40
5.45
|
21.4
20.9
20.5
20.1
19.7
|
42.8
41.8
41.0
40.2
39.4
|
64.1
62.8
61.5
60.3
59.1
|
85.6
83.6
82.0
80.4
78.8
|
107
105
103
101
98.5
|
128
126
123
121
118
|
5.50
5.55
5.60
5.65
5.70
|
19.3
18.9
18.6
18.2
17.8
|
38.6
37.8
37.2
36.4
35.6
|
57.9
56.8
55.7
54.6
53.5
|
77.2
75.6
74.4
72.8
71.2
|
96.5
95.0
92.5
90.8
89.2
|
116
114
111
109
107
|
5.75
5.80
5.85
5.90
5.95
|
17.5
17.2
16.8
16.5
16.2
|
35.0
34.4
33.6
33.0
32.4
|
52.5
51.5
50.5
49.6
48.7
|
70.0
68.8
67.2
66.0
64.8
|
87.5
85.8
84.2
82.5
81.2
|
105
103
101
99.2
97.3
|
6.00
6.05
6.10
6.15
6.20
|
15.9
15.6
15.3
15.1
14.8
|
31.8
31.2
30.6
30.2
29.6
|
47.7
46.8
46.0
45.2
44.3
|
63.6
62.4
61.2
60.4
59.2
|
79.5
78.0
76.7
75.3
73.8
|
95.5
93.7
92.0
90.3
88.7
|
6.25
6.30
6.35
6.40
6.45
|
14.5
14.2
14.0
13.7
13.5
|
29.0
28.4
28.0
27.4
27.0
|
43.5
42.7
42.0
41.2
40.5
|
58.0
56.8
56.0
54.8
54.0
|
72.6
71.3
70.0
68.8
67.5
|
87.1
85.5
84.0
82.5
81.0
|
|
| |
|
2. การทดสอบแบบรอกเวลล์ (Rockwell Hardness Test)
|
| |
|
หลักการ
เป็นการวัดค่าความแข็งของวัสดุโดยการวัดความลึกของหัวกดซึ่งทำด้วยเพชรทรงกรวย หรือลูกบอลเหล็กกล้าที่มีขนาด 1.6-12.7 มิลลิเมตร
(1/16 – 1/2 นิ้ว) และเลี่ยงอิทธิพลของผิวชิ้นงานทดสอบด้วยการใช้แรงกดนำค่าหนึ่ง (minor load) เพื่อกำหนดจุดอ้างอิงในการวัดความลึก
การวัดความแข็งแบบรอกเวลล์สามารถแบ่งออกได้หลายหน่วยการทดสอบจากการใช้แรงกดและหัวกดที่ต่างกัน แต่วิธีการทดสอบที่นิยมใช้ทดสอบกับโลหะมี 3 วิธี
คือ รอกเวลล์ซี (Rockwell – C) , รอกเวลล์บี (Rockwell – B) และรอกเวลล์เอ (Rockwell – A)
|
| |
|
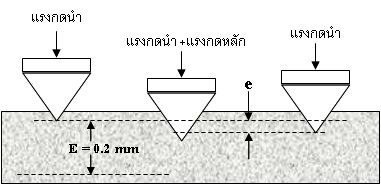
การทดสอบความแข็งแบบรอกเวลล์ซีใช้หัวกดเพชรทรงกรวย มีมุมปลาย 120o
ในการทดสอบเริ่มต้นจะให้แรงกดนำ (Minor load) 10 kgf
กดลงบนผิวชิ้นงานทดสอบ จากนั้นเพิ่มแรงกดหลัก (Major load) อีก 140 kgf ค่าความแข็งจะถูกอ่านเมื่อนำแรงกดหลักออก
ซึ่งเนื้อชิ้นงานที่ถูกกดจะคืนตัวกลับในปริมาณหนึ่ง และคงเหลือเพียงแรงกดนำ ซึ่งปลายหัวกดจะอยู่ ณ ตำแหน่งที่เกิดจากการยุบตัวอย่างถาวรของชิ้นงานทดสอบ ดังแสดงในรูป
|
|
| |
|
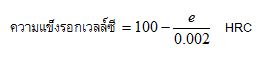
ในการคิดเป็นค่าความแข็งนั้น ถ้าให้ E คือค่าคงที่ซึ่งถูกแบ่งออกเป็น 100 ส่วน ส่วนละ 0.002 mm และ e
คือความลึกที่เกิดจากการเสียรูปอย่างถาวรจากการกด ก็จะสามารถคำนวณค่าความแข็งได้ดังนี้
|
|
|
ฉะนั้นวัสดุที่ถูกกดเข้าไปลึกมากกว่า 0.2 mm หรือวัสดุอ่อน จะไม่สามารถทำการทดสอบความแข็งแบบรอกเวลซีได้
ในกรณีนี้ควรใช้การทดสอบความแข็งแบบรอกเวลล์บีหรือเอแทน
|
| |
|
การทดสอบความแข็งแบบรอกเวลล์บีมีขั้นตอนเหมือนกับการทดสอบความแข็งแบบรอกเวลล์ซี
แต่ใช้หัวกดที่ทำจากลูกบอลเหล็กกล้าชุบแข็ง ขนาดเส้นผ่านศูนย์กลาง 1/16 นิ้ว หรือ 1.59 มม. ใช้แรงกดหลัก 90 kgf
เหมาะกับการทดสอบวัสดุอ่อน เพราะมีการยืดช่วงของ E เป็น 0.26 มม. และแบ่งเป็น 130 ส่วน ส่วนละ 0.002 มม.
ฉะนั้นค่าความแข็งจึงคำนวณได้จาก
|
|
|
ในขณะที่การทดสอบความแข็งแบบรอกเวลล์เอจะกระทำเช่นเดียวกันกับการทดสอบความแข็งแบบรอกเวลล์ซี
คือใช้หัวกดเพชรทรงกรวย และกำหนดระยะ E = 0.2 มม. แต่ใช้แรงกดหลัก 60 kgf เพื่อให้เหมาะสมกับการทดสอบวัสดุที่อ่อนลง
|
| |
|
ในทางปฏิบัติไม่จำเป็นต้องคำนวณค่าความแข็ง เพราะจะมีเข็มชี้บอกค่าความแข็ง
หรือบางเครื่องเป็นระบบอัตโนมัติ สามารถแสดงค่าความแข็งเป็นตัวเลขโดยตรง
|
|
ข้อดี
เป็นการทดสอบค่าความแข็งที่ใช้กันอย่างแพร่หลายเนื่องจากสามารถทดสอบวัสดุได้ครอบคลุมเกือบทุกชนิด
การทดสอบทำได้ง่าย รวดเร็ว มีความคลาดเคลื่อนน้อยเพราะสามารถอ่านค่าความแข็งได้โดยตรงจากเครื่องทดสอบ
สามารถใช้ชิ้นงานบางลงได้เมื่อเปรียบเทียบกับการทดสอบบริเนลล์ เพราะหัวกดมีขนาดเล็กกว่า
|
|
ข้อเสีย
ต้องเตรียมผิวชิ้นงานทดสอบให้เรียบ ไม่มีรอยขีดข่วน ผิวต้องแห้งและสะอาด
เพราะผิวชิ้นงานทดสอบจะมีผลต่อค่าความแข็งอย่างมากเนื่องจากรอยกดมีขนาดเล็กและไม่ลึกมาก
(รอยกดมีขนาดเส้นผ่านศูนย์กลางในช่วงประมาณ 0.2 – 1 มิลลิเมตร)
|
|
ข้อจำกัด
• ความหนาของชิ้นงานทดสอบต้องมีไม่น้อยกว่า 10 เท่าของความลึกรอยกด หรือมีมากพอที่ไม่ทำให้ผิวด้านหลังของชิ้นงานทดสอบเกิดการเสียรูปทรง
• ระยะห่างของจุดศูนย์กลางรอยกดกับจุดศูนย์กลางรอยกดถัดไปหรือจากขอบของชิ้นงานทดสอบควรมีระยะไม่น้อยกว่า 3 มม.
• การทดสอบความแข็งแบบรอกเวลล์ซี เหมาะกับการทดสอบวัสดุแข็ง เช่น เหล็กกล้าชุบแข็ง ค่าความแข็งที่เหมาะสมสำหรับการทดสอบแบบรอกเวลล์ซีอยู่ในช่วง 20 – 67 HRC
• การทดสอบความแข็งแบบรอกเวลล์บี เหมาะกับการทดสอบโลหะอ่อน เช่น เหล็กกล้าคาร์บอนต่ำ อลูมิเนียม และทองแดง เป็นต้น ค่าความแข็งที่เหมาะสมสำหรับการทดสอบแบบรอกเวลล์บีอยู่ในช่วง 35 – 100 HRB
|
|
การทดสอบความแข็งแบบรอกเวลล์เอก็มีขั้นตอนเหมือนกับการทดสอบความแข็งแบบรอกเวลล์ซี
แต่จะใช้แรงกดหลักต่ำกว่า คือ 60 kgf ด้วยน้ำหนักกดที่น้อยกว่านี้เอง
ทำให้รอยกดของการทดสอบกับวัสดุเดียวกันตื้นกว่าเมื่อเทียบกับรอกก์เวลล์ซีและจึงสามารถวัดความแข็งของวัสดุได้ในช่วงที่กว้างกว่าตั้งแต่โลหะอ่อนจนถึงเซรามิกส์ซึ่งมีความแข็งสูง
แต่ข้อเสียในทางกลับกันก็คือความละเอียดในการแจกแจงระดับความแข็งจะหยาบกว่าเล็กน้อย
เช่น ความแข็งในระดับ 28 และ 30 รอกเวลล์ซี อาจวัดแล้วได้ค่าไม่ต่างกันถ้าวัดด้วยรอกก์เวลล์เอ
อย่างไรก็ตามรอกเวลล์เอสามารถใช้ทดสอบความแข็งของชิ้นงานบางที่ความหนาต่ำสุดน้อยกว่ากรณีรอกเวลล์ซีทั้งนี้ขึ้นกับค่าความแข็งของวัสดุด้วย
ถ้าความแข็งมากรอยกดจะตื้นและความหนาต่ำสุดที่จะทดสอบได้ก็จะมีค่าน้อย
|
| |
|
3. การทดสอบแบบวิกเกอร์ส (Vickers Hardness Test)
|
| |
|
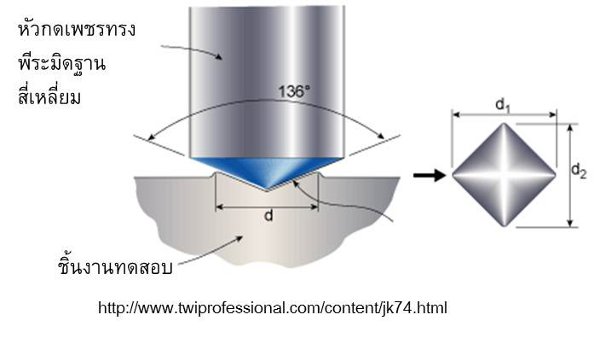
หลักการ
เป็นการวัดค่าความแข็งที่ใช้หัวกดเพชรทรงพีรามิดมุม 136o ฐานสี่เหลี่ยมจัตุรัส
กดลงบนผิวชิ้นงานทดสอบด้วยแรงกด F ซึ่งมีขนาดตั้งแต่ 1 – 120 kgf โดยกดลงตั้งฉากกับผิวชิ้นงาน
การเคลื่อนที่ของหัวกดที่กดลงบนชิ้นงานจะใช้เวลา 15 วินาที แต่จะคงค่าแรงกดไว้อีกระยะหนึ่งขึ้นกับชนิดของวัสดุ เช่น
เหล็กกล้าจะคงแรงกดไว้ประมาณ 10 วินาที ในขณะที่วัสดุอ่อนจะคงแรงกดไว้นานกว่า เมื่อหัวกดถูกยกขึ้น
รอยกดที่เกิดขึ้นจะถูกวัดขนาดโดยการวัดเส้นทแยงมุม d1 และ d2 ด้วยความละเอียดการวัด 0.002 มม. ดังรูป
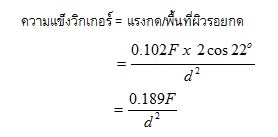
ค่าเฉลี่ยของเส้นทแยงมุม (d) จะถูกนำไปคำนวณค่าความแข็งดังนี้
|
| |
|
|
เช่นเดียวกับการวัดความแข็งแบบบริเนลล์ ค่าความแข็งจะถูกคำนวณไว้แล้วที่ความยาวรอยกดและแรงกดขนาดต่างๆ
ในรูปของตาราง หรืออาจมีการแสดงค่าความแข็งด้วยระบบอัตโนมัติเป็นตัวเลขจากเครื่องทดสอบโดยตรง หน่วยความแข็งคือ HV หรือ VHN
|
|
ข้อดี
หัวกดมีขนาดเล็กและแรงที่ใช้กดต่ำ รอยกดจึงอาจมีขนาดเล็กกว่าเกรนของโลหะ
จึงสามารถวัดความแข็งได้ถึงระดับโครงสร้างจุลภาค เหมาะกับงานทดสอบที่ต้องการความละเอียดของค่าความแข็งสูง
สามารถทดสอบได้ทั้งวัสดุอ่อนและวัสดุแข็ง
|
|
ข้อเสีย
ต้องเตรียมผิวชิ้นงานให้เรียบและสะอาดมากในระดับที่สามารถส่องดูผิวเรียบภายใต้กำลังขยาย 40X ได้
ต้องไม่มีคราบน้ำมัน รอยขีดข่วน หรือฟิล์มออกไซด์ อยู่บนผิวชิ้นงานทดสอบ
|
|
ข้อจำกัด
• ความหนาของชิ้นงานทดสอบไม่ควรน้อยกว่า 1.2 เท่าของเส้นทแยงมุมรอยกด
• ระยะห่างระหว่างจุดศูนย์กลางรอยกดกับขอบชิ้นงานทดสอบหรือขอบของรอยกด ควรมีขนาดไม่น้อยกว่า 3 เท่าของความยาวเส้นทแยงมุมเฉลี่ยของรอยกด
|
|
ตารางเทียบค่าความแข็ง
ค่าความแข็งจากการทดสอบหนึ่งๆนั้น สามารถเปรียบเทียบกับการทดสอบในหน่วยอื่นๆได้
ดังได้แสดงในส่วนหนึ่งของตารางเทียบค่าความแข็งตามมาตรฐาน ASTM E140-07
ซึ่งจะเป็นประโยชน์ในการเปรียบเทียบค่าความแข็งในกรณีที่ชิ้นงานผ่านการทดสอบจากเครื่องมือทดสอบที่ต่างกัน
|
| Rockwell C, 150 kgf(HRC) |
Rockwell A, 60 kgf(HRA) |
Rockwell B, 100 kgf(HRB) |
Brinell 10-mm Standard Ball 3000-kgf(HB) |
Brinell 10-mm CarbideBall 3000-kgf(HB) |
Vickers Hardness Number(HV) |
68
67
66
65
64
63
62
61
60
59
58
57
56
55
54
53
52
51
50
49
48
47
46
45
44
43
42
41
40
39
38
37
36
35
34
33
32
31
30
29
28
27
26
25
24
23
22
21
|
85.6
85.0
84.5
83.9
83.4
82.8
82.3
81.8
81.2
80.7
80.1
79.6
79.0
78.5
78.0
77.4
76.8
76.3
75.9
75.2
74.7
74.1
73.6
73.1
72.5
72.0
71.5
70.9
70.4
69.9
69.4
68.9
68.4
67.9
67.4
66.8
66.3
65.8
65.3
64.8
64.3
63.8
63.3
62.8
62.4
62.0
61.5
61.0
|
|
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
(500)
(487)
(475)
(464)
451
442
432
421
409
400
390
381
371
362
353
344
336
327
319
311
301
294
286
279
271
264
258
253
247
243
237
231
|
...
...
...
(739)
(722)
(705)
(688)
(670)
(654)
634
615
595
577
560
543
525
512
496
481
469
455
443
432
421
409
400
390
381
371
362
353
344
336
327
319
311
301
294
286
279
271
264
258
253
247
243
237
231
|
940
900
865
832
800
772
746
720
697
674
653
633
613
595
577
560
544
528
513
498
484
471
458
446
434
423
412
402
392
382
372
363
354
345
336
327
318
310
302
294
286
279
272
266
260
254
248
243
|
|
|
อ้างอิง
[1] สมนึก วัฒนศรียกุล, การทดสอบวัสดุ, กรุงเทพฯ: กรีนเวิลด์ มีเดียร์, 2549
[2] http://www.twi.co.uk
[3] http://www.instron.us
[4] http://www.twiprofessional.com/content/jk74.html
|
