| Martempering |
| |
| เรียบเรียงโดย อุษณีย์ กิตกำธร |
| |
|
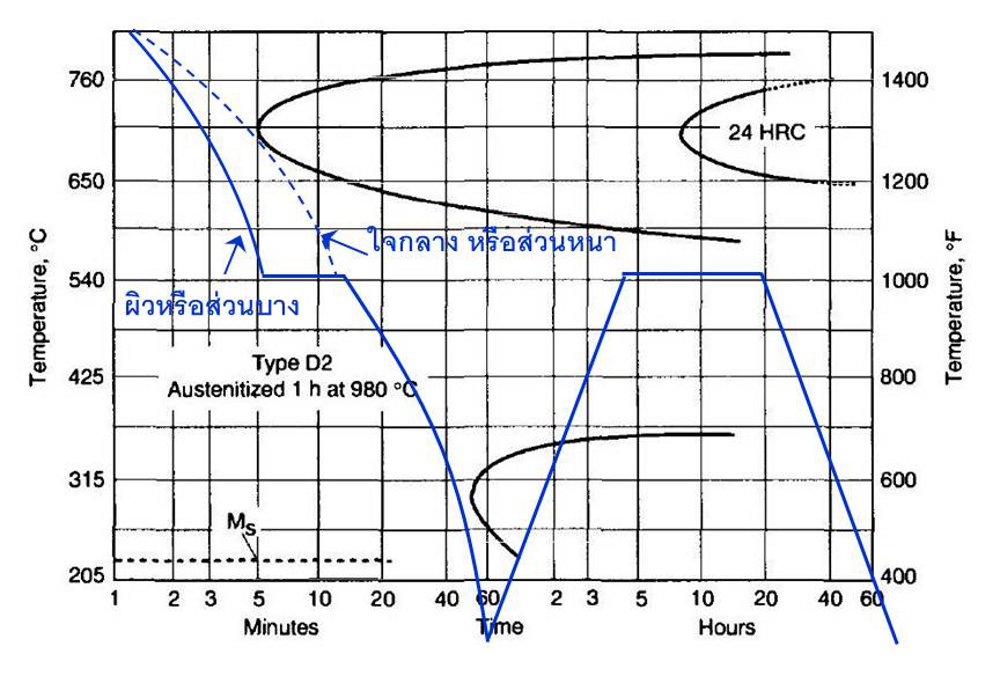
การชุบมาร์เทมเปอริงเป็นวิธีการที่นิยมนำมาใช้กับการชุบเหล็กกล้าเครื่องมือกลุ่มที่มีคาร์บอนและโลหะอื่นๆ ผสมสูงและมีรูปร่างซับซ้อนหรือมีส่วนหนาบางแตกต่างกันมาก จัดเป็นวิธีการที่ลดการบิดงอและการแตกร้าวจากการชุบแข็งได้ดี ขั้นตอนการชุบมาร์เทมเปอริงประกอบด้วยการอบออสเทนนิไทซิงตามปกติแล้วชุบให้เย็นตัวอย่างรวดเร็วลงมาที่อุณหภูมิต่ำกว่าช่วงอุณหภูมิของการเปลี่ยนเป็นเพิร์ลไลต์แต่ต้องสูงกว่า Msส่วนที่บางกว่าก็จะเกิดการเย็นตัวลงมาที่อุณหภูมิดังกล่าวก่อน และส่วนที่หนาหรือที่เป็นมุมอับในการระบายความร้อนก็จะต้องใช้เวลานานกว่าจึงจะเย็นลงมาเท่ากัน หากการแช่ทิ้งไว้ที่อุณหภูมิดังกล่าวนั้นไม่นานมากจนกระทั่งเริ่มเกิดเบนไนต์ ภายในชิ้นงานก็ยังคงเป็นออสเทนไนต์อยู่และเมื่อชุบลงในน้ำมันออสเทนไนต์ก็จะเปลี่ยนไปเป็นมาร์เทนไซต์เกือบพร้อมๆ กันทั่วชิ้นงาน จึงช่วยลดการบิดงอและการแตกร้าวได้เนื่องจากการชุบมาร์เทมเปอริงก็เสมือนกับการชุบแข็ง เพียงแต่ลดความแตกต่างของอุณหภูมิก่อนและหลังชุบเพื่อลดความเค้นตกค้างจากการดึงรั้งกันของส่วนที่เปลี่ยนเฟสไม่พร้อมกัน แต่ความเค้นตกค้างภายในตัวมาร์เทนไซต์เองก็ยังคงมีเหมือนๆ กับ ปกติ ดังนั้นภายหลังการชุบก็ยังคงต้องอบคืนไฟต่อไป
|
ข้อจำกัดสำคัญหนึ่งของการทำมาร์เทมเปอริงก็คือ เหล็กกล้าชั้นคุณภาพที่จะชุบได้นั้นต้องมีความสามารถในการชุบแข็งสูง และการเปลี่ยนเฟสจากออสเทนไนต์ไปเป็นเฟอร์ไรต์ เพิร์ลไลต์ และเบนไนต์ มีช่วงเวลาฟักตัวนาน หรือ เส้นเปลี่ยนเฟสเป็นเพิร์ลไลต์และเบนไนต์บน TTT แยกออกจากกัน ดังเช่นในแผนภาพ TTT ของเหล็กกล้าเครื่องมือเย็น AISI D2 (JIS SKD11)
|
|
แผนภาพ TTT เหล็กกล้าAISID2 (JIS SKD11)
[Heat Treater’s Guide: Practice and Procedure for Iron and Steel. ASM International 2nd edition, USA 1995]
|
