| การชุบออสเทมเปอริง (austempering) |
| |
| เรียบเรียงโดย อุษณีย์ กิตกำธร |
| |
|
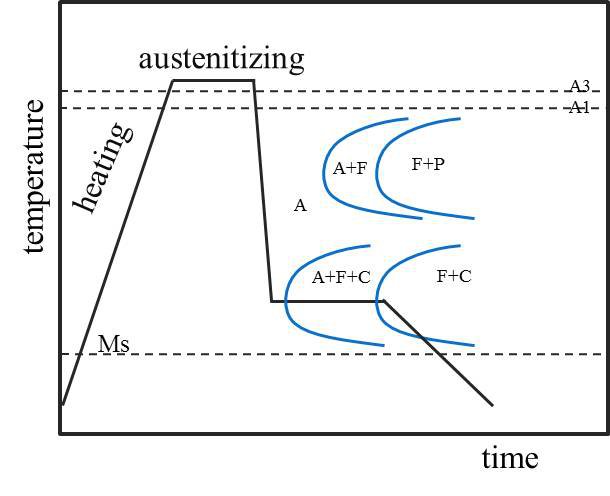
การชุบออสเทมเปอริงเป็นวิธีการที่มีจุดมุ่งหมายในการปรับโครงสร้างจุลภาคเบนไนต์ทั้งหมด ซึ่งเบนไนต์มีคุณสมบัติเด่นทั้งความแข็งแรง ความเหนียว และความแกร่ง อย่างไรก็ตามการทำให้เกิดเบนไนต์ทั้งหมดด้วยการปล่อยเย็นตัวต่อเนื่องนั้นไม่สามารถทำได้ จะต้องมีเพิร์ลไลต์หรือเฟอร์ไรต์เกิดขึ้นด้วยเช่นกัน วิธีการที่จะหลีกการเกิดเฟอร์ไรต์และเพิร์ลไลต์แล้วทำให้เกิดเบนนไนต์ทั้งหมดต้องอาศัยการชุบให้เย็นตัวด้วยอัตราเร็วกว่าอัตราการเย็นตัววิกฤตลงมาที่อุณหภูมิเหนือ Msแล้วปล่อยทิ้งไว้ที่อุณหภูมิดังกล่าวเป็นเวลานานพอที่จะปล่อยให้เกิดการเปลี่ยนแปลงจนสิ้นสุด แล้วจึงปล่อยให้เย็นในอากาศ ภายหลังออสเทมเปอริงไม่มีความจำเป็นต้องอบคืนไฟอีก
|
|
|
การชุบออสเทมเปอริงในอดีตต้องอาศัยการชุบลงในอ่างเกลือหลอมเหลว ซึ่งอยู่ในสภาพของเหลวที่อุณหภูมิประมาณ 200-400 องศาเซลเซียส ส่วนใหญ่จะเป็นเกลือที่เป็นกลางและไม่มีคลอไรด์ ในปัจจุบันเทคโนโลยีของเตาอบที่ต่อกับชุดเป่าก๊าซความดันสูงก็สามารถใช้ในการชุบออสเทมเปอริงได้เช่นกัน
|
|
เหล็กกล้าคาร์บอนยูเท็คตอยด์และเหล็กกล้าสปริงเป็นประเภทเหล็กกล้าที่เหมาะสมในการชุบออสเทมเปอร์ริงเพื่อให้ได้ความแข็งแรงสูงและมีความเหนียวสูงด้วย โดยหากพิจารณาจากแผนภาพ TTT ก็ควรจะมีลักษณะเส้นการเปลี่ยนเฟสเป็นเพิร์ลไลต์และเบนไนต์ขยับไปทางขวาพอสมควร และในส่วนเส้นสิ้นสุดการเปลี่ยนเฟสเป็นเบนไนต์นั้นก็ควรจะต้องอยู่ในช่วงเวลาที่เหมาะสม เช่น ใช้เวลาในการเปลี่ยนเฟสในหลักนาทีหรือไม่กี่ชั่วโมงเท่านั้น เหล็กกล้าบางชั้นคุณภาพมีอัตราการเปลี่ยนเฟสจากออสเทนไนต์ไปเป็นโครงสร้างจุลภาคเบนไนต์ช้ามาก อาจต้องใช้เวลาหลายชั่วโมงหรือเป็นสิบชั่วโมง ซึ่งไม่เหมาะสมในทางการผลิต
|
|
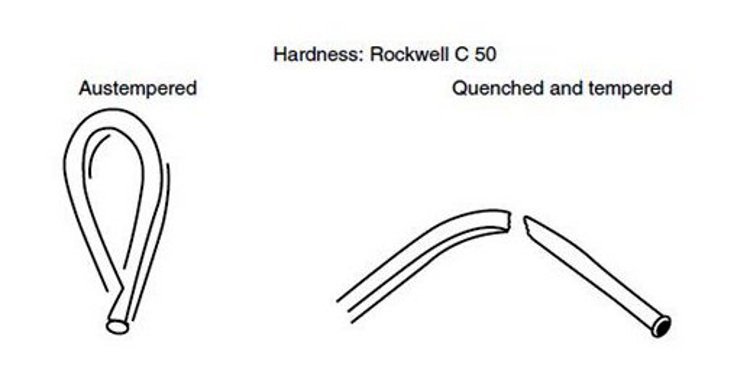
ซ้าย-ลวดเหล็กกล้ายูเท็คตอยด์ (0.78%C และ 0.58%Mn) ที่ผ่านการชุบออสเทมเปอร์ริง
ขวา- ลวดเหล็กกล้าเดียวกันที่ผ่านการชุบแข็งและอบคืนไฟ
[George E. Totten. Steel Heat Treatment Handbook : Metallurgy and Technologies, CRC Press, USA 2006]
|

|
แผนภาพ TTT ของเหล็กกล้า 4 ชั้นคุณภาพ (a) AISI 1080 เฉพาะชิ้นงานบางเท่านั้นที่ทำออสเทมเปอริงได้ (b) AISI 5140
เหมาะสมที่จะนำมาชุบออสเทมเปอริง (c) AISI 1034
ไม่สามารถชุบออสเทมเปอริงได้เนื่องจากเส้นการเปลี่ยนเป็นเฟอร์ไรต์และเพิร์ลไลต์อยู่ชิดด้านซ้ายมาก
และ (d) AISI 9061-ไม่เหมาะสมที่จะชุบออสเทมเปอริงเนื่องจากการทำให้ได้เบนไนต์ทั้งหมดต้องใช้เวลาเป็นสิบๆชั่วโมง
[George E. Totten. Steel Heat Treatment Handbook : Metallurgy and Technologies, CRC Press, USA 2006]
|
